
探究Al元素在液相生长SiC晶体中的作用及影响
可供P型SiC衬底,具体规格请见:https://www.cswafer.com/pxingtanhuaguisicchendi/
铝(Al)作为一种第三主族金属元素,其外部电子数为3。通过在SiC晶体中引入Al掺杂,可以实现空穴掺杂,从而制备p型SiC晶体。此外,Al具有较低的熔点(660℃),因此向助溶液中添加Al能够降低溶液的熔点,进而降低晶体的生长温度。Al还具有相对活跃的化学性质(较高的k1值),添加Al可以提高辅助溶液的溶解速率(V溶解)。
据文献报道,使用添加Al元素的助溶液生长SiC晶体,可以降低SiC台阶的硬度,从而优化生长晶体台阶的尺寸,有效地限制晶面的裂纹尺寸,提高晶体质量。此外,在SiC晶体生长过程中,Al可以获得稳定的4H晶体结构。Al还可以提高C在辅助溶液中的溶解度,保证晶体生长过程中的溶质供应,从而在保证晶体质量的同时实现SiC晶体的快速生长。
1. SiC晶体液相法生长中,Al对碳溶解速率的影响
为了验证Al对SiC晶体生长的影响,设置对照实验,以助溶液摩尔比为变量,具体比例如下:
| Si | Cr | Al | |
| 助溶液1 | 55 | 45 | – |
| 助溶液2 | 49.5 | 40.5 | 10 |
| 助溶液3 | 50 | 35 | 15 |
生长表明,使用在不改变Si和Cr的比例的情况下添加10at.%Al助溶液的晶体生长界面(如图1(b))比没有Al辅助溶液更光滑,并且抑制了白色辅助溶液的量,从而提高了晶体质量。
Si、C55、45(b)Si、Cr、Al49.5、40.5、10.png)
图1 液相法生长的SiC晶体:辅助溶液成分摩尔比例分别为(a)Si:C=55:45(b)Si:Cr:Al=49.5:40.5:10
此外,进一步增加辅助溶液中Al的比例,使用助溶液3进行SiC晶体生长。从其结晶结果可以看出,Al的进一步增加并没有显著改善其结晶质量。助溶液包裹、裂痕和多晶成核的问题仍然存在,这与10at.%Al的生长基本一致。
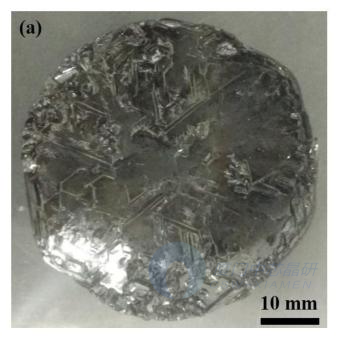
图2 Si:Cr:Al=50:35:15辅助溶液LPE生长SiC晶体
基于上述实验结果,研究者认为添加Al显著改变了助溶液的化学活性,提高了助溶液溶解系数(k1),并显著提高了辅助溶剂的溶解速率(V溶解)。由于向助溶液提供的C不足,有效地抑制了辅助溶液的包裹和多晶生长,从而提高了晶体质量。然而,Al浓度的进一步增加对k1的增加几乎没有影响,并且V的溶解没有得到进一步改善。尽管V溶解和V消耗之间的差异正在逐渐缩小,但晶体内部的助溶液包裹尚未完全消除。
2. Al对助溶液熔点的影响
此研究中,Si:Cr:Al助溶液中加入了Ce元素,溶液的摩尔比例为:
| Si | Cr | Al | Ce | |
| 助溶液4 | 33 | 52 | 10 | 5 |
| 助溶液5 | 37 | 56 | 2 | 5 |
在相对较低温条件(液面温度 1750℃)下进行 SiC 晶体生长。从生长的晶体可以看出,采用较高Al成分的助溶液4生长的晶体(图3(a))质量更好,晶体表面平坦、明亮,晶体上没有多晶粒粘附。采用具有较低Al成分的助溶液5生长的晶体(图3(b))质量显著降低。在生长的晶体周围可以观察到多晶形态,晶体中间出现沟壑,其中附着大量白色助溶液。但在提高晶体生长温度后,使用助溶液5生长的晶体质量将到改善,与助溶液4生长晶体质量相当,如图3(a)所示。
助溶液为Si、Cr、Al、Ce33、52、10、5;(b)-助溶液为Si、Cr、Al、Ce37、56、2、5.png)
图3 LPE生长的SiC晶体(a)助溶液为Si:Cr:Al:Ce=33:52:10:5;(b) 助溶液为Si:Cr:Al:Ce=37:56:2:5
分析认为,上述现象主要是由于Al降低了助溶液的熔点所导致的。当助溶液中的Al含量较高时,可以有效地降低溶液的熔点,提高助溶液的流动性,并使其快速排出到晶体外部,在晶体生长过程中有利于提高晶体的质量。但是,当Al含量降低时,助溶液的熔点增加,使其更容易固化并难以排出,从而导致辅助溶液中形成大量夹杂物,进而降低晶体的质量。
参考文献:
张泽盛.液相法碳化硅晶体生长及其物性研究.
更多SiC晶片信息或疑问,请邮件咨询:vp@honestgroup.cn